NEWS
LATEST MEWS

Contact person: Mr. Zhang
Mobile number: 13631638578
Tel:0755-27658768
Fax: 0755-27646486
Email: jindingdianzi@sina.com
Address: Rongtai Industrial Park, Lishonglang Community, Gongming Street, Guangming District, Shenzhen
Website: oengaian.cn
Industry News
HomeIndustry NewsDetails
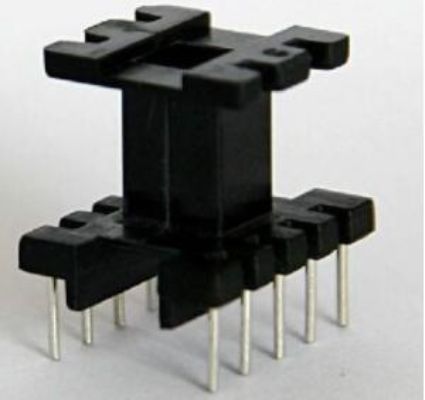
Considerations for Skeleton Planning
Publish: 2023-04-04 08:34:15 Update: 2023-04-06 08:32:48 View: 888When planning the skeleton, attention should be paid to the following aspects:
(1) The raw materials must comply with the customer's process and requirements, and the skeleton planning must be carried out according to the characteristics of the material. Generally, the recognition of skeleton wall thickness is based on the yellow card; Compare the temperature displayed on the yellow card with the baking and soldering temperatures of the customer's process to determine if they are satisfied with the customer's process conditions. For example, the RTI Elec temperature of GE's N300X material is 105 degrees, and the customer's baking temperature is 130 degrees. Obviously, this material does not meet the customer's process conditions.
(2) Metal pins can smoothly pass through or attach to the PCB board of the client. Generally, there are more pins using tinned copper clad steel wire. When customers have special requirements for better conductivity of pins, it is necessary to consider using copper or other materials with better conductivity.
(3) Environmental requirements such as RoHS, halogen-free and phosphorus free, SVHC, etc. are becoming increasingly urgent, and the selection of materials must meet these requirements together.
(4) It must comply with the requirements of the transformer type, and the external dimension must be smaller than the finished product dimension of the transformer.
(5) The core hole needs to cooperate with the mid column size of the magnetic core, which is generally larger than the upper limit of the magnetic core for public service; The blades of a fixed magnetic core are generally smaller than the lower limit of the inner diameter of the magnetic core. The intention of this planning is to facilitate subsequent wear and tear repair. The pasting type skeleton meets the appropriate requirements for the tightness of the automatic winding operation of the cooperating customer (loose cooperation during the winding process can cause the skeleton to fall, while tight cooperation makes it difficult for the operator to penetrate or extract). The cooperation between the core hole and the winding fixture should be controlled at around 0.05.
(6) The wire trough is the turning path of copper wire, and in order to avoid abnormal situations such as damage, pin cracking, and sand inclusion during production, the width of the wire trough needs to be comprehensively considered: the diameter of the copper wire, the marginal wall thickness of the needle hole, and the size of sand particles for rough edge treatment. In general, it is appropriate to make the wire slot larger to avoid sand inclusion and facilitate customers to pass copper wire. However, after making the wire slot larger, the remaining pinhole edge wall thickness will be smaller, which can easily lead to pin cracking during production.
(7) The needle hole should not be too deep, and the wall thickness at the bottom of the needle hole should be ensured to be above 0.5mm to avoid poor insertion or perforation during needle insertion.
(8) R-angle transition is required, in addition to adding strength to avoid damage, it can also improve some issues during production. Especially when passing through the edge of the wire slot, it can avoid scratching the insulation coating on the outer layer of the copper wire; The edge of the core hole facilitates the penetration of the magnetic core; The strength of the blades can be added around the winding pipe.
(9) It is necessary to plan a pin anti reverse structure to achieve the best protrusion effect. This way, grooves can be added in the corresponding direction of the runway to correspond to the protrusions, avoiding foot misalignment caused by product placement.
(10) Skeletons with high retaining walls or large blades need to be planned with a demolding slope to facilitate demolding during production.
(11) When the skeleton has a matching cover, attention should be paid to the scale of the cooperating part with the cover.
(12) The blade in the middle of the laminated skeleton winding pipe should be planned with corresponding hooks to avoid the situation where the copper wire is not in place during winding; A gap should also be planned on the blade to facilitate the smooth passage of the winding needle.
(13) It is best to plan a concave gap at the feed inlet, depending on the size of the skeleton. Generally, the depth of the concave gap is 0.5-1.0mm. This can avoid the impact of residual materials during material removal on the appearance and scale of the product. If it is not possible to plan the gap, add fixtures for grinding the feed port to meet the scale requirements.
(14) For plastic frameworks with thicker walls, depressions and gaps should be planned in areas with more plastic to ensure uniform wall thickness and avoid severe shrinkage.
Recommend